App installieren
So wird die App in iOS installiert
Folge dem Video um zu sehen, wie unsere Website als Web-App auf dem Startbildschirm installiert werden kann.
Anmerkung: Diese Funktion ist in einigen Browsern möglicherweise nicht verfügbar.
Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
3D-Drucker Informationen
- Ersteller Bruchpilot
- Erstellt am
Angryhellfire
Teil der Gemeinde
- Registriert
- 22. Sep. 2011
- Beiträge
- 684
- Real Name
- Fabio
HalloIrgendwie find ich nur welche mit offenen Enden
Das dürfte ein normaler 24V 40x40x10mm Lüfter für das Hotend sein. Bestelle ich normalerweise günstige bei Aliexpress (Tronxy Fan bei Ali), da sie durch die extreme Hitze sowieso schneller verschleissen als in einem PC. Auch die Lautstärke ist zweitrangig, solange es keine lästigen Lagergeräusche gibt (lautes Surren).
Der Lüfter rechts auf dem Bild ist der Bauteilelüfter welcher eine Seite (nach unten) offen hat. Davon habe ich gefühlt noch 40-60 Stk oder mehr von einem Liquidationsverkauf.
Wer davon braucht, melden... Bei Versandkostenübernahme versende ich gerne ein paar aus der CH.
Gruss Fabio
Andreas
Teil der Gemeinde
- Registriert
- 14. Sep. 2003
- Beiträge
- 606
- Real Name
- Andreas
Guten Morgen,
eine kurze Fragen an die Bambu Besitzer bzgl. des "Textured PEI Plate Gold". Hat das jemand im Einsatz? Ich lese überall, dass es so viel besser sein soll als das "Black PEI" und nochmal deutlich bessere Haftung bietet. Kann das jemand bestätigen?
Danke und viele Grüße!
eine kurze Fragen an die Bambu Besitzer bzgl. des "Textured PEI Plate Gold". Hat das jemand im Einsatz? Ich lese überall, dass es so viel besser sein soll als das "Black PEI" und nochmal deutlich bessere Haftung bietet. Kann das jemand bestätigen?
Danke und viele Grüße!
Hab ich als bisher absolut einzige Plate im Einsatz und null Probleme. Allerdings bis dato nur PLA gedruckt.
War bei meinen Druckern direkt dabei und habe somit keinen Vergleich. ABS Klappt jedenfalls absolut problemlos von der Haftung, ohne andere Hilfsmitte zur Haftungs Erhöhung
Gesendet von iPhone mit Tapatalk Pro
DaBrain
verifiziertes Mitglied
- Registriert
- 18. Feb. 2012
- Beiträge
- 1.971
- Real Name
- Brian
"Krumm" drucken könnte bis zu einem gewissen Grad mit entsprechendem Slicer/Firmware auch funktionieren.
Aber dazu hab ich es nicht verbaut.
Primär ist das Bett nun kinematisch gelagert und kann nicht mehr verklemmen. Das war vorher ein arges Problem und hat sich in unschönen Z-Artefakten geäußert.
Für Service kann das Bett nun auch äußerst einfach entnommen werden.
Das Bett war vorher auch zu groß und auch zu schwer. Werde ich mal bei Kleinanzeigen reinstellen.
Aber dazu hab ich es nicht verbaut.
Primär ist das Bett nun kinematisch gelagert und kann nicht mehr verklemmen. Das war vorher ein arges Problem und hat sich in unschönen Z-Artefakten geäußert.
Für Service kann das Bett nun auch äußerst einfach entnommen werden.
Das Bett war vorher auch zu groß und auch zu schwer. Werde ich mal bei Kleinanzeigen reinstellen.
Giga23
Teil der Gemeinde
- Registriert
- 25. Feb. 2016
- Beiträge
- 266
- Real Name
- Lukas
Ich habe nach langem hin und her überlegen auch gerade die Bestellung für einen Bambulab X1 Carbon (mit AMS) raus gehauen.
Habt ihr Empfehlungen, was ich unbedingt direkt machen verbessern sollte, wenn er ankommt? Gibt es hier irgendwelche Geheimtipps?
Und noch eine Frage zu technischen Filamenten (Kohlefaser, Nylon, usw….). Habt ihr hier Empfehlungen was gut funktioniert und wovon ich lieber die Finger lassen sollte?
Habt ihr Empfehlungen, was ich unbedingt direkt machen verbessern sollte, wenn er ankommt? Gibt es hier irgendwelche Geheimtipps?
Und noch eine Frage zu technischen Filamenten (Kohlefaser, Nylon, usw….). Habt ihr hier Empfehlungen was gut funktioniert und wovon ich lieber die Finger lassen sollte?
crimejoker
Teil der Gemeinde
- Registriert
- 10. März 2009
- Beiträge
- 624
- Real Name
- Maik
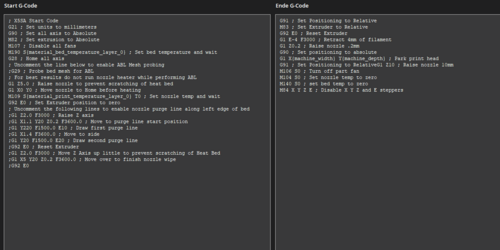
Könnte mir jemand beim G-Code helfen? Drucker Tronxy X5SA Pro 330er Bett
Vor dem Start soll er immer ca. 60mm Filamant durchschieben
Nach dem Druck soll die Parkposition vom Kopf vorn Links sein
Und das Druckbett soll nach dem Druck immer auf 350mm fahren,
dass macht mir das entnehmen leichter irgendwie.
Vor dem Start soll er immer ca. 60mm Filamant durchschieben
Nach dem Druck soll die Parkposition vom Kopf vorn Links sein
Und das Druckbett soll nach dem Druck immer auf 350mm fahren,
dass macht mir das entnehmen leichter irgendwie.
Anhänge
DaBrain
verifiziertes Mitglied
- Registriert
- 18. Feb. 2012
- Beiträge
- 1.971
- Real Name
- Brian
Wieso willst du 60 mm Filament verschwenden???
Wenn dann erst nachdem das Hotend auf Temperatur ist, also nach der Zeile mit hoffentlich M109 S{material_print_temperature_layer_0}:
Du kannst im Endcode in Zeile 7 vor das Semikolon einfach Z350 einfügen, da fährt er den Kopf ja eh zur Seite, warum also nicht gleich auf die entsprechende Betthöhe/~tiefe...
Also dann:
Die Geschwindigkeit (hier 60 mm/s) kannst du noch anpassen.
Die Zeile danach kann raus, da der Befehl G1 Z10 eh mit auskommentiert ist...
Wenn dann erst nachdem das Hotend auf Temperatur ist, also nach der Zeile mit hoffentlich M109 S{material_print_temperature_layer_0}:
Code:
G1 E60 F3000 ; prime 60 mm of filamentAlso dann:
Code:
G1 X{machine_width} Y{machine_depth} Z350 F3600; Park print head and bedDie Zeile danach kann raus, da der Befehl G1 Z10 eh mit auskommentiert ist...
crimejoker
Teil der Gemeinde
- Registriert
- 10. März 2009
- Beiträge
- 624
- Real Name
- Maik
Ich hab gemerkt, trotz dass ich Filament per Hand durchdrück, immernoch hier und da paar Krümmelschen mitkommen.
Meist auf den ersten 50-80mm. Filament habsch genug, 120x 2,5KG, des stört weniger als dieser Schmutz.
Klar,muss dazu die Temp hoch sein,grins,sonst wirds eng für den Extruder. Dann werd ich das mal so abändern
Edit:
Getestet..ABER...er schiebt keine 60mm durch. Auch ist der Speed seitens Extruder recht hoch, da wär mir langsamer lieber
Parkt auch nochimmer hinten rechts
Meist auf den ersten 50-80mm. Filament habsch genug, 120x 2,5KG, des stört weniger als dieser Schmutz.
Klar,muss dazu die Temp hoch sein,grins,sonst wirds eng für den Extruder. Dann werd ich das mal so abändern
Edit:
Getestet..ABER...er schiebt keine 60mm durch. Auch ist der Speed seitens Extruder recht hoch, da wär mir langsamer lieber
Parkt auch nochimmer hinten rechts
Zuletzt bearbeitet:
DaBrain
verifiziertes Mitglied
- Registriert
- 18. Feb. 2012
- Beiträge
- 1.971
- Real Name
- Brian
Ähm ja, wer lesen kann... 
Parken vorn links:
Hab mal jeweils 0,5 mm Toleranz gelassen.
Wenn der zu schnell Filament durchjagt, dann probiere mal:
Das sind aber 60 mm, die er einzieht, wenn den Feeder korrekt eingestellt ist!
Es gibt auch kleine Schwämmchen, die man ans Filament klemmen kann und das von Ablagerungen befreien.
Parken vorn links:
Code:
G1 X0.5 Y0.5 Z350 F3600; Park print head and bedWenn der zu schnell Filament durchjagt, dann probiere mal:
Code:
G1 E60 F600 ; prime 60 mm of filamentEs gibt auch kleine Schwämmchen, die man ans Filament klemmen kann und das von Ablagerungen befreien.
crimejoker
Teil der Gemeinde
- Registriert
- 10. März 2009
- Beiträge
- 624
- Real Name
- Maik
Danke dir, klappt alles prima so. Ja so Schwamm hab ich, der sitzt vorm Extruder, aber das
nochmal flott durchspülen hab ich bisher manuell noch gemacht. Sollte damit nun
behoben sein. Prima
Edit: Wenn ich jetzt alles so haben will, wie es aktuell auch klappt ABER das Bett soll nach
Ende des Drucks da bleiben wo es ist, was müsst ich dann ändern?
G1 X0.5 Y0.5 Z350 F3600; Park print head and bed <--- dort das Z350 F3600 weglöschen?
nochmal flott durchspülen hab ich bisher manuell noch gemacht. Sollte damit nun
behoben sein. Prima
Edit: Wenn ich jetzt alles so haben will, wie es aktuell auch klappt ABER das Bett soll nach
Ende des Drucks da bleiben wo es ist, was müsst ich dann ändern?
G1 X0.5 Y0.5 Z350 F3600; Park print head and bed <--- dort das Z350 F3600 weglöschen?
Zuletzt bearbeitet:



DaBrain
verifiziertes Mitglied
- Registriert
- 18. Feb. 2012
- Beiträge
- 1.971
- Real Name
- Brian
Es reicht nur das Z350 zu löschen, aber eigentlich ist es egal.G1 X0.5 Y0.5 Z350 F3600; Park print head and bed <--- dort das Z350 F3600 weglöschen?
psyke
Teil der Gemeinde
- Registriert
- 28. Okt. 2010
- Beiträge
- 3.687
- Real Name
- Stefan
So ein Adapterring wie bei dir in der Tür läuft ca. 4,5 Std auf dem Bambulabs. Auf einem Prusa MK3s wäre es ungefähr doppelt so lang.Hat von den Bambulab-Jungs jemand Erfahrungen, was so an Speed geht mit ABS?
Mein kleiner Eryone ER-20 nervt mich da zunehmend…. Ist doch recht lahmarschig.
Grüße, Martin
Wirf doch mal deine Konstruktion in Bambu Studio und lass dir die Zeit anzeigen, das kommt sehr gut hin.