DaBrain
verifiziertes Mitglied
- Registriert
- 18. Feb. 2012
- Beiträge
- 1.964
- Real Name
- Brian
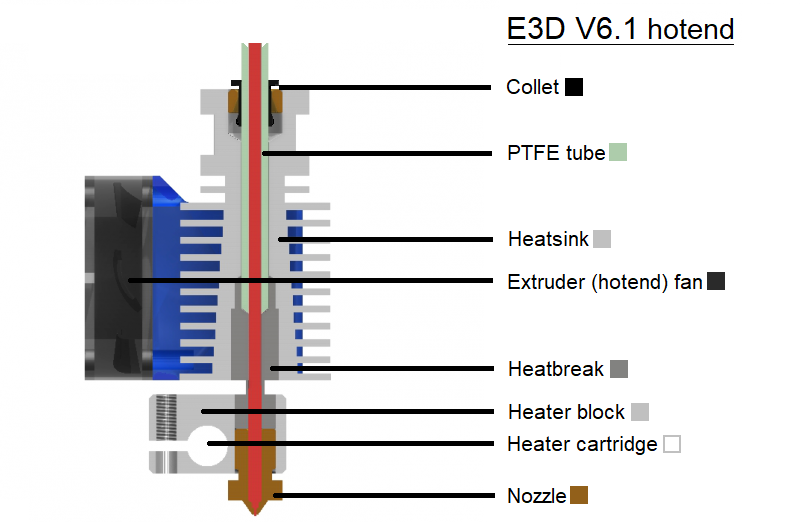
Schau dir doch mal den Aufbau des Hotends an und wo was passiert. Dann kann man ganz schnell erkennen, was man ausschließen kann und was nicht.
Wenn der Feeder (Extruder) Filament mit gewisser Kraft fördert, liegt es nicht an dem.
Wenn der Heizblock schei*e heiß wird, wird es auch nicht an dem liegen.
Wenn aber die Düse im Hotend nicht sauber abschließt zur Heatbreak hin, dann kannst du das noch so oft zerlegen und zusammen bauen, dann liegt es dennoch daran.
Wenn man etwas unwissend zig mal nicht korrekt erledigt, kann es ganz einfach nichts werden! Das ist kein Vorwurf, sondern ein nett gemeinter Rat. Und über sowas sollte man doch dankbar sein.
Denn bei der Chinaware kann genauso gut das neu gekaufte Hotend das gleiche Problem zeigen... Und da das ja neu ist, schließt du das dann erst recht als Fehlerquelle aus und drehst dich weiter im Kreis und verzweifelst.
3D-Druck ist bildlich gesehen ein Balanceakt zwischen Gelingen und Fehlschlag und jede Kleinigkeit kann hier zum Fehlschlag führen.
Wenn der Feeder (Extruder) Filament mit gewisser Kraft fördert, liegt es nicht an dem.
Wenn der Heizblock schei*e heiß wird, wird es auch nicht an dem liegen.
Wenn aber die Düse im Hotend nicht sauber abschließt zur Heatbreak hin, dann kannst du das noch so oft zerlegen und zusammen bauen, dann liegt es dennoch daran.
Wenn man etwas unwissend zig mal nicht korrekt erledigt, kann es ganz einfach nichts werden! Das ist kein Vorwurf, sondern ein nett gemeinter Rat. Und über sowas sollte man doch dankbar sein.
Denn bei der Chinaware kann genauso gut das neu gekaufte Hotend das gleiche Problem zeigen... Und da das ja neu ist, schließt du das dann erst recht als Fehlerquelle aus und drehst dich weiter im Kreis und verzweifelst.
3D-Druck ist bildlich gesehen ein Balanceakt zwischen Gelingen und Fehlschlag und jede Kleinigkeit kann hier zum Fehlschlag führen.








")